先日シリコンのブロック型を作りましたのでそれにキャストを流し込み注型してみます。
型取り技術の基礎知識 シリコンでブロック型を作る②
キャストとは無発泡ウレタンの事で、模型業界だと「キャストを流す」とか言いますが、私はウレタン注型と言う方が好きです。 どっちでも良いですが。

↑こう言うやつですね。

基本的には型のどこかにウレタンを流す穴と空気の抜け道を作ってウレタンを流すだけになりますが、今回作った型はそこそこ複雑で犬の毛の表現とかが表面のテクスチャーとしてありますから比較的注型し難い型になります。
こういうややこしい型の場合素直にウレタンが流れないのでちょっと一工夫して流します。


↑なこんな感じで輪ゴムで型をくっつけて上から流し込むだけではまず上手く流れません。
ポイントを箇条書きにするとこんな感じです。
・型を温める
・型にタルクをふりかける
・型を開いてウレタンを流す
・目視で気泡を抜く
・手早く型を合わせる
細かく説明を書きます。
まず(型を温める)ですがこれは不良硬化が起きにくくなります。
ウレタンが一気に発熱してすべて固まりますから不良硬化のリスクが少し減ります。
ただそんなに抜群な効果は期待出来ませんので正直やってもやらなくてもあまり変わらない印象です。
やり方は食器乾燥機やドライヤーで温めるだけです。
過度に温めると型が痛むのでほどほどに温めてください。
(型にタルクをふりかける)は型にタルクをまぶす事でウレタンが流れやすくなります。
理由はタルクをふりかける事で毛細管現象が起こるから、と言うことなのですが本当か嘘かは分かりません。
ただしウレタンが流れやすくなり気泡の入る率は低くなりますので効果はあります。
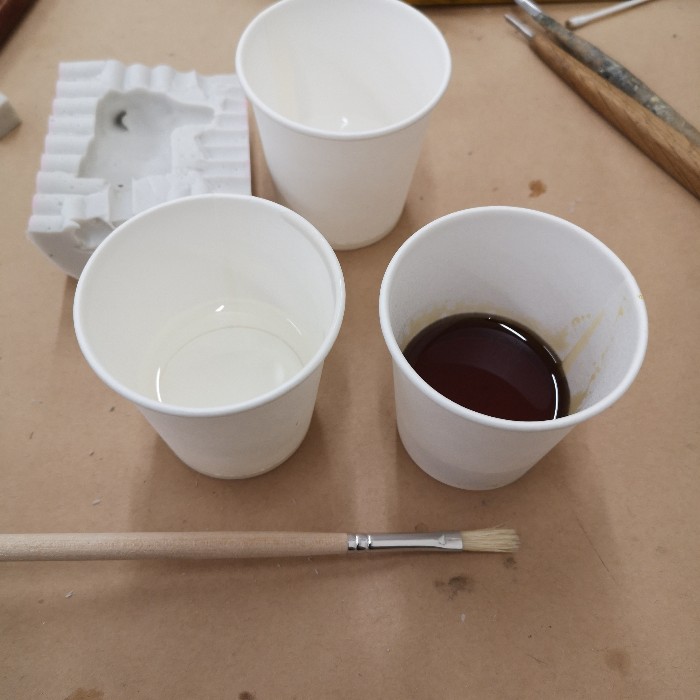
やり方は型にタルクをふりかけて筆で擦り込み、余分なタルクは落して完了です。 ベビーパウダーでも代用出来るらしいてますが私はやったことないので本当かどうかは分かりません。
(型を開いた状態で流す)と言うのは文字どうり型は閉じずに開いた状態で流すと言う意味です。

↑こんな感じで流し込みます。
そして硬化する前に(目視で気泡を抜く)と言うわけです。
針金や爪楊枝で目で見て気泡を抜いてしまいます。
それからさらに(手早く型を合わせる)となります。
硬化する前に一気に型を合わせ輪ゴムをかけてさらに上の注型口からウレタンを流し込みます。

最後に型を机にトントン叩き気泡を抜き切ります。
これでかなり気泡は減ります。

上手く成形出来ました。
ウレタンの扱い方
ウレタンは有機溶剤等を含んでいませんがかなり有毒なガスが発生しますから良く換気をして扱うのが大前提となります。
殆どの無発泡ウレタン(キャスト)はA液とB液の2液を混ぜ合わせて反応させます。
しかも殆どの商品は重量比で1対1の割合で計量しますから間違いも起こりにくくなります。
しかも多少の図り間違いの誤差があっても硬化しますから結構気楽に取り扱いが出来ます。
ただし湿気に敏感で、一度開封したり未開封だったとしても古いものは硬化不良が起こりますので開封後や購入後は早く使うことを心がけましょう。
私の場合型に流し込み、流にくい部分なんかは筆で直接流し込んだりしますが、ウレタンが硬化する前なら筆はアセトンで洗い流せます。
アセトンが手に入らない場合はマニュキュアの除光液も有効かと思います。
一度硬化してしまうとウレタンを除去するのは無理だと思った方が良いでしょう。
さて、何となく透明ウレタンと透明エポキシの話も書いておきます。
透明ウレタンも良く模型屋やネットで売られていますが私は上手く流せたことは一度もありません。

↑これはウレタンが少し古くなっていたと言う理由もありますが殆どの場合気泡が中に入ってしまいます。
しかもウレタンは黄変しやすくせっかく透明で出来上がっても割合にすぐに黄色く変色します。
ただ透明ウレタンに関してはわたしの知識不足と言う側面も大きく、もっと上手に扱う人もいると思います。
透明エポキシは以前の記事に書きましたが割と綺麗に気泡が抜けるようです。
型取り技術の基礎知識 シリコン型に透明樹脂を流す方法。
流し方はウレタンの流し方と同じですがタルクは使わずに流しました。
エポキシ樹脂は硬化するのにかなり時間がかかりますから気泡も慌てずに抜けますね。

綺麗に成形出来ました。
コメント